Правильная сварка оптики
Содержание:
- Порядок сварки в сварочном аппарате:
- Сварочный аппарат и сварка
- Комплект защиты сварки
- Способы соединения оптического волокна
- Выбор оборудования
- Скалыватель оптоволокна
- Технология сварки ВОЛС
- Процесс сварки оптического волокна
- Строение кабеля
- Порядок монтажа оптического кросса
- Технология сварки ВОЛС
- Необходимые инструменты
- Способы
- Способы соединения оптического волокна
- Скалыватель и рефлектометр
- Нюансы сварки оптоволокна
Порядок сварки в сварочном аппарате:
- Порядок сварки в сварочном аппарате: Сколотые очищенные волокна укладываются в специальные канавки и фиксируются зажимами. Гильза КДЗС надевается на волокна заранее.
- Аппарат начинает передвигать волокна по направлению друг к другу до тех пор, пока не зафиксирует их в своей оптической системе.
- Устройство подает на концы волокон короткий разряд, очищая от случайно попавшей пыли. Но если на концах сколов — жирные отпечатки пальцев или грязь, которую так просто не сдуешь, она только запекается и окончательно портит скол.
- Далее сварочный аппарат сводит волокна для окончательной сварки — по трем координатам, с нарастающей точностью. Если на этом этапе умное устройство обнаружит неровность сколов или еще что-то, что помешает их качественно сварить — процесс сварки остановится, на экране сварочного аппарата появится соответствующее сообщение.
- Если же все нормально, подается окончательный разряд, сколы оплавляются, и аппарат во время этого придвигает их уже вплотную друг к другу. Все, волокна спаяны.
- Далее сварочный аппарат оценивает качество сварки по изображению места стыка под микроскопами оптической системы, и на просвет определяет затухание. Следующая стадия проверки — на прочность, устройство при этом пытается развести только что сваренные волокна в стороны. Однако многие эту функцию отключают, боясь что не остывшая до конца сварка может испортиться.
- Пайщик достает спаянные волокна, надвигает гильзу КДЗС, закрывая место сварки и прилегающее оголенное оптоволокно, и кладет гильзу в печку для усаживания.
- После извлечения из печки гильза выкладывается на специальную полочку, чтобы остыть. В горячем виде ее нельзя располагать в кассете — есть риск сломать оптоволокно, т.к. защищающая его гильза еще мягкая. Кроме того, класть ее куда-то кроме специально предназначенной полочки тоже нельзя — горячий пластик может прилипнуть. Именно поэтому и забывать ее в печке тоже нельзя — прилипнет. Вынимать гильзу из печки нужно сразу после сигнала таймера.

На фото — сваренное волокно. Хорошо видна точка, в которой преломляется свет — место сварки.
Важно помнить:
И сварочный аппарат, и скалыватель — дорогие и сложные устройства. Да, пайщики оптоволокна работают в самых разных условиях — в канализации, на чердаках, в поле, в мороз и дождь. Но при этом нужно беречь технику от падения и ударов. Ведь не зря их чемоданчики для переноса выложены изнутри пенопластом или толстой мягкой тканью. Фирма-производитель легко определит, перестало ли устройство работать «само» или этому предшествовало падение или удар. В последнем случае гарантии не будет.
Поэтому при работе всегда проверяйте — надежно ли стоит устройство? Надежно ли стоит стол, на котором расположен сварочник или скалыватель? И т.д. Собственно, зная цену хорошего сварочного аппарата, это даже нельзя назвать фанатизмом.
Важно также регулярно проводить техническое обслуживание устройств (многие профилактические действия предусмотрены в самом аппарате и выполняются по инструкции), а не использовать до последнего
Сварочный аппарат и сварка
О видах сварочных аппаратов можно написать отдельную большую статью. Если вкратце, то основная часть моделей на рынке представлена японскими (Fujikura, Sumitomo) и китайскими (Jilong, к примеру) разработками. Японские лучше, но существенно дороже. В принципе, если перед вами не стоит задача варить особо важные магистрали — вполне можно обойтись и хорошим китайским сварочником.
Вариант подороже, японский Fujikura FSM-60S:
Вариант подешевле, китайский Signal Fire AI-7. Устройство с хорошими показателями быстрого нагрева, постороено на новой технологии центрирования ядра, имеет в своем арсенале шесть сервоприводов и автофокус. Данный сварочный аппарат отвечает всем стандартам сращивания оптоволоконного кабеля известным на данный момент:
Порядок сварки в сварочном аппарате:
- Сколотые очищенные волокна укладываются в специальные канавки и фиксируются зажимами. Гильза КДЗС надевается на волокна заранее.
- Аппарат начинает передвигать волокна по направлению друг к другу до тех пор, пока не зафиксирует их в своей оптической системе.
- Устройство подает на концы волокон короткий разряд, очищая от случайно попавшей пыли. Но если на концах сколов — жирные отпечатки пальцев или грязь, которую так просто не сдуешь, она только запекается и окончательно портит скол.
- Далее сварочный аппарат сводит волокна для окончательной сварки — по трем координатам, с нарастающей точностью. Если на этом этапе умное устройство обнаружит неровность сколов или еще что-то, что помешает их качественно сварить — процесс сварки остановится, на экране сварочного аппарата появится соответствующее сообщение.
- Если же все нормально, подается окончательный разряд, сколы оплавляются, и аппарат во время этого придвигает их уже вплотную друг к другу. Все, волокна спаяны.
- Далее сварочный аппарат оценивает качество сварки по изображению места стыка под микроскопами оптической системы, и на просвет определяет затухание. Следующая стадия проверки — на прочность, устройство при этом пытается развести только что сваренные волокна в стороны. Однако многие эту функцию отключают, боясь что не остывшая до конца сварка может испортиться.
- Пайщик достает спаянные волокна, надвигает гильзу КДЗС, закрывая место сварки и прилегающее оголенное оптоволокно, и кладет гильзу в печку для усаживания.
- После извлечения из печки гильза выкладывается на специальную полочку, чтобы остыть. В горячем виде ее нельзя располагать в кассете — есть риск сломать оптоволокно, т.к. защищающая его гильза еще мягкая. Кроме того, класть ее куда-то кроме специально предназначенной полочки тоже нельзя — горячий пластик может прилипнуть. Именно поэтому и забывать ее в печке тоже нельзя — прилипнет. Вынимать гильзу из печки нужно сразу после сигнала таймера.
Наглядный процесс сварки вы сможете увидеть в данном видеообзоре:
На фото — сваренное волокно. Хорошо видна точка, в которой преломляется свет — место сварки.
Важно помнить:
И сварочный аппарат, и скалыватель — дорогие и сложные устройства. Да, пайщики оптоволокна работают в самых разных условиях — в канализации, на чердаках, в поле, в мороз и дождь. Но при этом нужно беречь технику от падения и ударов. Ведь не зря их чемоданчики для переноса выложены изнутри пенопластом или толстой мягкой тканью. Фирма-производитель легко определит, перестало ли устройство работать «само» или этому предшествовало падение или удар. В последнем случае гарантии не будет.
Поэтому при работе всегда проверяйте — надежно ли стоит устройство? Надежно ли стоит стол, на котором расположен сварочник или скалыватель? И т.д. Собственно, зная цену хорошего сварочного аппарата, это даже нельзя назвать фанатизмом.
Важно также регулярно проводить техническое обслуживание устройств (многие профилактические действия предусмотрены в самом аппарате и выполняются по инструкции), а не использовать до последнего
Комплект защиты сварки
После этого оптоволокно аккуратно достается из сварочника. На место сварки надвигается муфточка КДЗС.
Ошибка №14
КДЗС должна полностью покрывать всю длину зачищенного волокна, иначе никакой жесткости не обеспечить.
Остался последний этап работ. Оптоволокно с муфтой помещается в печку, которая обычно расположена в верхней части сварочного прибора.
Выравниваете жилу в этой печке и закрываете крышку. Нажимаете на табло значок печки и ждете некоторое время до появления сигнала.
Далее открыв крышку, достаете ваше оптоволокно. При этом внутри прозрачной муфты не должно быть пузырьков, которые свидетельствуют о наличии воздуха или отдельных деформированных участков (локальный перегрев).
С каждого конца муфты должно показаться и вытечь наружу немного клеящего состава. Все это говорит о хорошей сварке и надежном соединении и изоляции проводов.
При сварке многожильного кабеля все готовые муфты КДЗС обычно укладываются в специальный охлаждающий лоток. Его смысл не просто удобно расположить жилы, дабы они не путались и не мешались, а в равномерном охлаждении гильз.
Некоторые кабельщики делают такие лотки самостоятельно, например из алюминиевых уголков.
При последовательной сварке нескольких жил, не оставляйте надолго муфту в данном отсеке, иначе ее стенки расплавятся и прилипнут к стенкам направляющих элементов.
Ошибка №15
Еще одна ошибка – так называемый “горячий пирожок”.
Это когда еще не совсем остывшую муфту, сразу же из печки перекладывают в ложемент сплайс кассеты оптического кросса. С одной стороны очень удобно, сплавил – вставил, сплавил – вставил. Ничего не запутается и не переплетется с другими жилами.
Однако в этом случае стенки ложемента не дают толком остыть муфточке, мягкие стенки гильзы изгибает, что в итоге деформирует волокно и приводит к потерям.
Как видите, даже при использовании профессионального сварочного оборудования в этом деле имеется огромное количество своих нюансов и тонкостей.
Способы соединения оптического волокна
Оптоволоконная индустрия не стоит на месте: сварка оптического волокна постоянно совершенствуется, меняются методы ее реализации и применяемые расходные материалы.
Выбор оптимальной технологии соединения оптоволокна для каждого конкретного случая важен с точки зрения снижения финансовых расходов и роста показателей производительности.
Малоопытные сварщики не всегда точно знают, что нужно взять во внимание при работе с данным материалом
В процессе выбора технологии сварки волокна важно учитывать следующие аспекты:
В процессе выбора технологии сварки волокна важно учитывать следующие аспекты:
- оптимальная скорость проведения операций;
- временной период, необходимый на подготовку оптоволокна к свариванию;
- количество времени для сварки кабелей;
- стоимость работ;
- опыт специалистов.
При прокладке оптоволоконного полотна постоянно возникает необходимость сварки оптического кабеля в единую линию.
Муфта для соединения оптоволокна.
Сегодня наиболее распространены следующие способы выполнения этой операции:
- с помощью механических соединителей;
- непосредственно на оптическом кроссе;
- сваривание оптических волокон при помощи специального оборудования.
Первый способ используется крайне редко, потому что гель в механических соединителях со временем высыхает, что ухудшает параметры стыков кабелей. Второй отличается быстротой и простотой выполнения, но самые лучшие соединения оптоволоконных кабелей создаются путем сварки.
Такая технология характеризуется наилучшими показателями по качеству, долговечности, надежности созданных соединений.
Для начала потребуется выполнить разделку оптического кабеля из 6-8 волокон, соединенных в модуле и покрытых изоляционным материалом. Изоляцию удаляют, а волокна очищают с помощью специальных средств на основе спирта.
После этого волокна укладывают в сварочный аппарат для последующего сваривания в автоматическом режиме
Важно при этом контролировать прочность швов, образующихся на местах соединения оптических волокон. Сваренные элементы потребуется поместить в кассету оптической муфты или кросса
На заметку! Простота данной технологии позволяет выполнить ее даже малоопытному сварщику, который своими глазами наблюдал за выполнением этого процесса руками специалиста. Но главное иметь специальный сварной аппарат: обычные модели не справятся с данной задачей.
Выбор оборудования
Современные сварочные аппараты для «оптики» представляют собой приборы с автономной системой управления. В перечень ключевых характеристик таких комплектов оборудования входят компактность, минимальный вес и максимальная простота эксплуатации. С учетом степени автоматизации процесса сварки все доступные на сегодня аппараты можно разделить на следующие типы.
С ручной системой управления – сварочные аппараты, использование которых требует от сварщика определенных навыков. Качество швов, создаваемых таким оборудованием, проверяется с использованием микроскопов.



При необходимости и наличии финансовых возможностей автоматы комплектуются целым арсеналом дополнительных опций.
Также речь идет о целых комплексах оборудования, предназначенного для подготовки стыкуемых кабелей, а также контроля результатов сварки. Анализ актуального рынка рассматриваемого сварочного оборудования позволяет сделать следующие выводы.
- Потенциальным покупателям доступен более чем широкий ассортимент моделей разных ценовых категорий.
- Производители предлагают аппараты с разнообразным функционалом.
- При выборе конкретного агрегата необходимо прежде всего учитывать, как именно будет использоваться техника.
Самый важный момент – это создание швов с максимальными эксплуатационными показателями
Исходя из этого, при выборе конкретной модели необходимо принимать во внимание следующие параметры:
- тип оптических волокон, на работу с которыми ориентирован аппарат;
- показатели производительности;
- способ центровки;
- комплектация устройства.
Помимо всего перечисленного, важную роль играет финансовая сторона вопроса. Стоит учитывать, что стоимость такого сварочного оборудования колеблется в достаточно широком диапазоне. Так, компактный прибор с минимальным набором опций будет стоить около 4 тысяч рублей, а многофункциональная модель может обойтись в 20 тысяч.


Скалыватель оптоволокна
Очень важный инструмент – это скалыватель. Рабочий орган аппарата – алмазный диск, который срезает волокно под углом 90°. Подготовленное волокно укладывается в скалыватель таким образом, чтобы от края изоляции до уровня среза до было, примерно 16 мм. Контроль по специальной мерительной шкале на корпусе. Затем провод фиксируется зажимом. Сама операция производится простым нажатием на кнопку. Такую же операцию необходимо проделать с другими проводниками.
Внимание! Перед операцией скола нужно надеть термоизоляционные трубку КДЗС для последующей фиксации и изоляции стыка проводника
Технология сварки ВОЛС
Длина оптоволокна мерная, он выпускается в бухтах. Многокилометровые магистральные волоконно-оптические линии передачи создаются двумя типами соединений:
- разъемные,
- неразъемные.
Разъемные требуют дополнительных затрат, коннекторы и адаптеры существенно снижают светопередачу сигнала. Чаще делаются неразъемные соединения сваркой волокна специальными приборами.
Необходимый инструмент
Качественный монтаж ВОЛС невозможен без двух приборов:
- скалыватель, аппарат для оптоволокна позволяет отрезать очищенный кабель строго под прямым углом,
- рефлектометр или тестер, им определяется точность соединения.
Нужны инструменты для зачистки изолирующей оболочки. Для этой работы подойдет стандартный набор для пайки. Там есть все: кусачки, плоскогубцы, растворитель или спирт, специальные плотные салфетки для снятия водозащитного слоя. От качества очистки поверхности зависит надежность соединения.
Инструмент для работы с оптоволоконным кабелем
Подготовительные работы
Процесс подготовки кабеля перед заправкой занимает много времени. Сначала оптику осматривают. Вода разрушает светопроводящий слой. Если конец провода влажный, обрезают от него не менее метра троссокусом. Чтобы снять оболочку, кабель зачищают до гидрофобного геля. Разделка ножом-стриппером не занимает много времени: кабель после кругового разреза на расстоянии не менее 3 см от конца достаточно стянуть. Водозащитный слой убирают растворителем и салфетками, не оставляющими ворсинок. Необходимо снять изоляцию полностью, это отражается на качестве скола.
Процесс соединения
Скалыватель образует перпендикулярный срез высокой точности. После этого приступают к процессу сварки. Основные этапы работы:
- концы провода закладываются в прибор друг к другу, фиксируются,
- аппарат проводит юстировку проводника, сводит концы между собой,
- затем пропускается электроразряд, в зоне дуги уничтожаются частички пыли,
- спайка волокон между собой происходит под действием дуги, кремний расплавляется, образуется диффузное соединение,
- после сварки проводится тестирование соединения: прибор разводит спаянные концы в стороны с определенным усилием,
- на соединение надевается термоусадочная трубка, в печи она образует на проводе защитную оболочку,
- когда вторую часть работы прибор завершит, таймер подает звуковой или световой сигнал.
Процесс сварки оптического волокна
Далее представлена краткая инструкция, в которой сварка оптоволокна рассмотрена при помощи сварочного аппарата. Для этого процесса потребуются следующие материалы:
- скалыватель;
- сварочный аппарат;
- пузырек со спиртом;
- безворсовые салфетки;
- муфта или кросс;
- пинцет;
- изолента;
- схема разварки.
Стеклянная часть подготовленных волокон аккуратно протирается проспиртованной салфеткой.
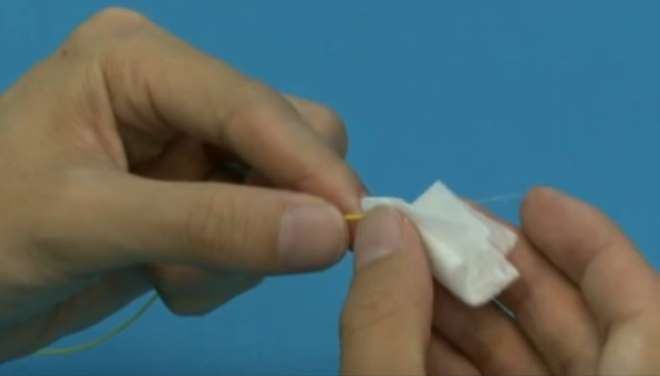 Протирка волокна спиртовой салфеткой
Протирка волокна спиртовой салфеткой
Очищенный кончик помещается в скалыватель. Данный аппарат делает качественный скол оптики, без него сварка оптического волокна просто невозможна.
 Установка волокна в скалыватель
Установка волокна в скалыватель
Подготовленное волокно не должно загрязниться, поэтому его сразу отправляют в сварочный аппарат.
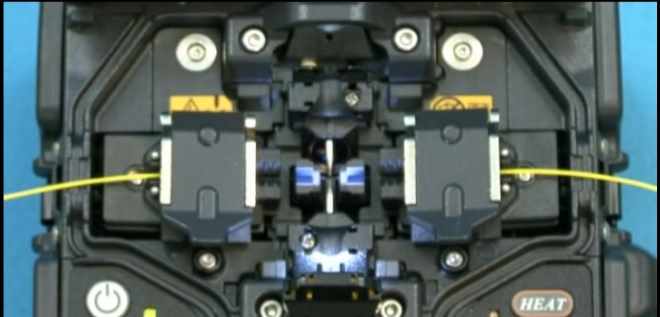 Оптоволокно готово для сварки на аппарате
Оптоволокно готово для сварки на аппарате
На аппарате нажимается кнопка начала спайки. На этом сварка ВОЛС окончена. Остальную работу сварочник выполняет самостоятельно, стыковка отображается на дисплее.
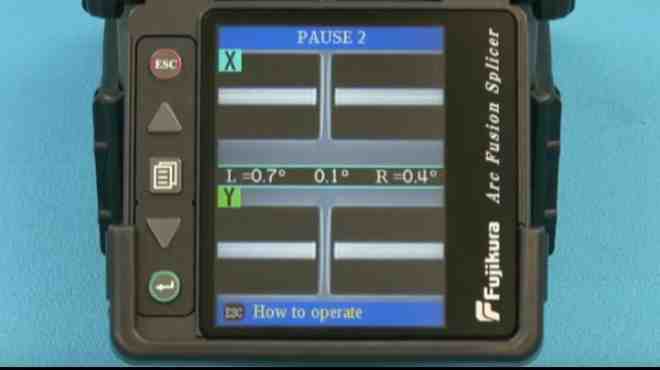 Процесс сварки отображается на дисплее
Процесс сварки отображается на дисплее
Процесс сварки волокна занимает немного времени, в зависимости от выбранной модели аппарата. По окончанию работы соединенные волокна достают из сварочного аппарата, надевается гильза КЗДС.
 Установка гильзы на месте сварки
Установка гильзы на месте сварки
Далее гильза запекается с двух сторон в печке сварочного аппарата.
 Гильза запекается в сварочном аппарате
Гильза запекается в сварочном аппарате
После защищенное волокно прячут в кассету кросса.
 Уложенное волокно в кассете кросса
Уложенное волокно в кассете кросса
Сварка оптики завершена.
Строение кабеля
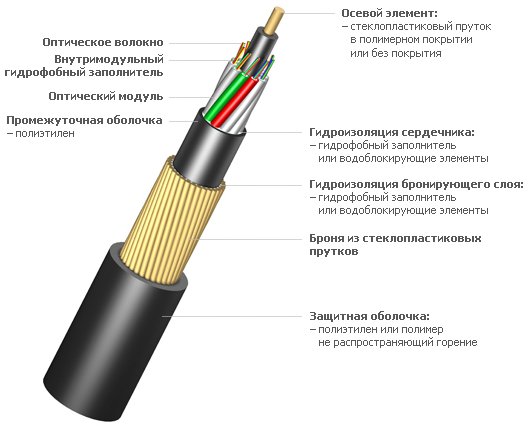
Сигнал передается по тонкой стеклянной нити из диоксида кремния, размер проводника исчисляется в микронах. В кабеле может находиться до 38 жил, все они изолированы. Кремниевое стекло очень хрупкий материал, боится влажности, поэтому его покрывают многослойной изоляцией. Сначала покрывают защитным лаком, затем помещают в модульные трубки, заполненные водоотталкивающим гелем, он предохраняет стеклянный проводник от набухания. Трубки дополнительно покрываются гибкой изоляцией, затем слоем полиэтилена.
 Строение оптоволоконного кабеля
Строение оптоволоконного кабеля
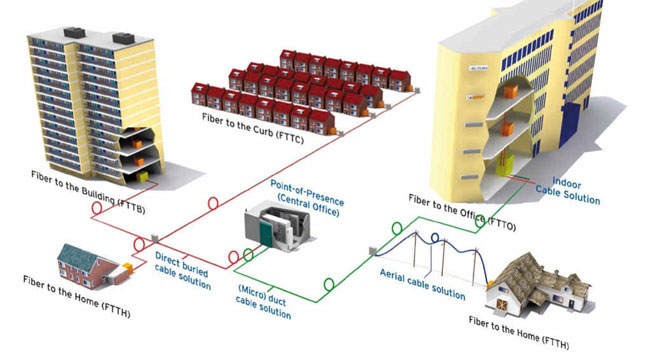
Изоляция зависит от условий эксплуатации кабеля. Он подразделяется по видам:
- наружный кабель бывает подвесным и подземным;
- внутренний для прокладки используется редко, его можно встретить в деловых центрах.
Из подвесного делают воздушные линии связи, иногда кабель дополнительно оборудуют тросиком и клипсовыми держателями. Подземный для прокладки в грунте некоторые производители выпускают в гофроброне.
Порядок монтажа оптического кросса
Устройства коммутации относятся к пассивному оборудованию, и оптический кросс не является исключением. Он предназначен для соединения многожильных оптических кабелей со специальными соединителями (коннекторами), оборудованными одним оптоволокном, которые называются пигтейлами.
Ассортимент оптических кроссов достаточно велик, но к основным типам относятся обычные настенные кроссы (КОН), которые в комплекте имеют пластины и сплайс-кассеты, адаптеры, пигтейлы, гильзы КДЗС и другие соединительные компоненты.
Оптический кросс представляет простую конструкцию, поэтому с первого взгляда его монтаж может показаться несложным занятием. Однако неаккуратная его сварка и монтаж вызывают далеко идущие последствия. Несмотря на то, что оптический кросс пассивный элемент, он наиболее важная составная часть распределительной сети.
Причин, приводящих к затуханию сигнала выше нормы или полного его отсутствия, много, и их обнаружение занимает продолжительное время. Отсюда очевидно, что при сварке и монтаже оптического кросса потребуется неукоснительное соблюдение предъявляемых требований, прикладывания немало усилий и проявление особого внимания, чтобы исключить возможные ошибки.
Монтаж оптического кросса определяется как общими операциями, так и присущими ему некоторыми особенностями, которые приводятся в поставляемой с ним документации. Применительно к оптическому кроссу стоечного варианта (КОС 19”) порядок его сварки и монтажа заключается в следующем:
Освобождение от упаковки
При ее снятии важно не повредить оборудование используемыми принадлежностями и инструментом. В соответствии с упаковочной ведомостью убедиться в наличии всех составных частей.
Для разделки и ввода кабеля оптический кросс размещается на столе, проверяется надежное и жесткое крепление кронштейнов по его боковым сторонам.
Непосредственно разделка кабеля включает:
- надрезание защитного покрытия кабеля на участке длиной 1000-1200 мм и его снятие;
- обрезание силового элемента на 50-60 мм и удаление с него изоляции на отрезке около 30-40 мм;
- ввод в кросс через монтажные отверстия оптического кабеля;
- закрепление внутри кросса посредством скобы и винтов центрального силового элемента;
- удаление с силового элемента излишков изоляции;
- размещение на пигтейлах термоусадочных гильз.
Операции с оптоволокнами следующие:
- cтриппером надрезается изоляция кабельных модулей на отрезке 800-1000 мм, что соответствует примерно двум виткам оптоволокон по периметру сплайс-кассеты;
- c кабельных модулей снимается изоляция и с помощью салфетки удаляется гидрофобный материал со световодов, которые затем обезжириваются спиртом;
- модули кабеля маркируются, начиная обычно с модуля красного цвета, за которым по часовой стрелке следует желтый модуль и далее – бесцветные;
- пронумерованные пигтейлы свариваются с соответствующими жилами оптического кабеля и запекаются КДЗС;
- запасы оптоволокон с термоусадочными гильзами размещаются в сплайс-кассете, но без наличия восьмерок и закрываются крышкой;
- при укладке следить, чтобы радиус изгиба световодов и пигтейлов не превышал 30 мм;
- в соответствии с маркировкой пигтейлы закрепляются в адаптерах, заглушенных с другой стороны во избежание проникновения пыли и мусора;
- для окончательного контроля оптические волокна согласно схемы просвечиваются.
На заключительном этапе смонтированный оптический кросс устанавливается в 19-дюймовую стойку. Его панель закрепляется 4 винтами М6, но они не входят в комплект поставки. Оставшийся запас оптоволоконного кабеля аккуратно укладывается в стойке на свободное место и тоже закрепляется.
Технология сварки ВОЛС
Длина оптоволокна мерная, он выпускается в бухтах. Многокилометровые магистральные волоконно-оптические линии передачи создаются двумя типами соединений:
- разъемные;
- неразъемные.
Разъемные требуют дополнительных затрат, коннекторы и адаптеры существенно снижают светопередачу сигнала. Чаще делаются неразъемные соединения сваркой волокна специальными приборами.
Необходимый инструмент
Качественный монтаж ВОЛС невозможен без двух приборов:
- скалыватель, аппарат для оптоволокна позволяет отрезать очищенный кабель строго под прямым углом;
- рефлектометр или тестер, им определяется точность соединения.
Нужны инструменты для зачистки изолирующей оболочки. Для этой работы подойдет стандартный набор для пайки. Там есть все: кусачки, плоскогубцы, растворитель или спирт, специальные плотные салфетки для снятия водозащитного слоя. От качества очистки поверхности зависит надежность соединения.
 Инструмент для работы с оптоволоконным кабелем
Инструмент для работы с оптоволоконным кабелем
Подготовительные работы
Процесс подготовки кабеля перед заправкой занимает много времени. Сначала оптику осматривают. Вода разрушает светопроводящий слой. Если конец провода влажный, обрезают от него не менее метра троссокусом. Чтобы снять оболочку, кабель зачищают до гидрофобного геля. Разделка ножом-стриппером не занимает много времени: кабель после кругового разреза на расстоянии не менее 3 см от конца достаточно стянуть. Водозащитный слой убирают растворителем и салфетками, не оставляющими ворсинок. Необходимо снять изоляцию полностью, это отражается на качестве скола.
Процесс соединения
Скалыватель образует перпендикулярный срез высокой точности. После этого приступают к процессу сварки. Основные этапы работы:
- концы провода закладываются в прибор друг к другу, фиксируются;
- аппарат проводит юстировку проводника, сводит концы между собой;
- затем пропускается электроразряд, в зоне дуги уничтожаются частички пыли;
- спайка волокон между собой происходит под действием дуги, кремний расплавляется, образуется диффузное соединение;
- после сварки проводится тестирование соединения: прибор разводит спаянные концы в стороны с определенным усилием;
- на соединение надевается термоусадочная трубка, в печи она образует на проводе защитную оболочку;
- когда вторую часть работы прибор завершит, таймер подает звуковой или световой сигнал.
Необходимые инструменты
Сварка оптических волокон невозможна без набора необходимых инструментов. Дело в том, что кабель с оптоволокном нельзя просто разрезать с помощью привычных кусачек. Вам понадобится целый арсенал инструментов, используемых именно для работы с оптоволокном.
Новичкам рекомендуем набор инструментов «НИМ-25». В удобном компактном чемодане вы найдете стрипперы, кусачки для тросов, торцевые кусачки, а также отвертки, плоскогубцы, ножи и прочие инструменты, которые вам понадобятся в ходе работы. Также в подобных наборах может быть растворитель, салфетки без ворса, изолента и даже маркеры с цифрами для обозначения кабелей. Мы рекомендуем отдельно докупить хомуты и стяжки.

Не беспокойтесь, что какие-то материалы из фирменного чемодана закончатся. Наш опыт показал, что в качестве салфеток можно использовать бумажные платочки без ароматизаторов, а в качестве растворителя можно использовать самый недорогой бензин. Конечно, его применение возможно только при работе на улице. Если планируется работа в помещении, то все же лучше купить фирменный растворитель.
У предложенного нами набора есть только один минус — некачественный кейс. С вижу он похож на алюминиевый, но это бутафория. Естественно, такое чемодан долго не продержится, так что либо сразу замените его на более прочный, либо пользуйтесь аккуратно. На онлайн-досках объявлений можно поискать б/у металлические кейсы от строительных инструментов, они идеально подойдут в качестве рабочего чемодана.
Вы также можете приобрести более «навороченные» наборы, где комплектующих будет больше. Но мы рекомендуем начать с недорогих наборов, в них уже есть базовый набор инструментов.
Способы
Параллельно со всеми современными технологиями активно развивается и оптоволоконная индустрия. Процесс сварки таких кабелей постоянно совершенствуется. Появляются не только новые материалы, но также вырабатываются инновационные решения. Правильный выбор метода соединения волокон в каждом конкретном случае позволит существенно сократить временные и финансовые затраты, а также повысить производительность
При выборе технологии сварки оптоволоконных кабелей рекомендуется прежде всего уделять внимание следующим важным моментам:
- скорость осуществления всех манипуляций;
- время, затрачиваемое на подготовку волокон к стыковке;
- время непосредственно самой сварки;
- стоимость выполнения всех предусмотренных работ;
- опыт задействованных специалистов.
С учетом особенностей описываемых материалов, а также действующих стандартов и актуальных требований, предъявляемых к линиям связи, можно выделить следующие способы выполнения работ.
- С применением механических соединительных приспособлений.
- На самом оптическом кроссе.
- С использованием специальных сварочных аппаратов.
Первый вариант на данный момент является менее распространенным. Это обусловлено тем, что гель, находящийся в коннекторах, рано или поздно высыхает, и качество соединения существенно понижается. Второй способ характеризуется простотой реализации и оперативностью. Однако, как показывает практика, самым рациональным решением будет именно сварка.
Одним из ключевых моментов процесса при этом будет так называемая разделка кабеля, состоящего из 6-8 волокон, которые покрыты изоляцией. Последняя удаляется, после чего требуется тщательно зачистить все жилы (волокна) при помощи специального инструмента и растворов на основе спирта.
Следующий шаг – это укладка подготовленных волокон в аппарат для сварки, которая осуществляется в автоматическом режиме
Важно особое внимание уделять контролю прочности соединительных швов. После завершения сварочных работ соединенные волокна помещают в специальные кассеты оптического кросса или же муфты. Благодаря максимальной простоте технологии, для выполнения подобных работ не требуется богатый практический опыт
Благодаря максимальной простоте технологии, для выполнения подобных работ не требуется богатый практический опыт.
Способы соединения оптического волокна
Оптоволоконная индустрия не стоит на месте: сварка оптического волокна постоянно совершенствуется, меняются методы ее реализации и применяемые расходные материалы.
Выбор оптимальной технологии соединения оптоволокна для каждого конкретного случая важен с точки зрения снижения финансовых расходов и роста показателей производительности.
Малоопытные сварщики не всегда точно знают, что нужно взять во внимание при работе с данным материалом
В процессе выбора технологии сварки волокна важно учитывать следующие аспекты:
В процессе выбора технологии сварки волокна важно учитывать следующие аспекты:
- оптимальная скорость проведения операций;
- временной период, необходимый на подготовку оптоволокна к свариванию;
- количество времени для сварки кабелей;
- стоимость работ;
- опыт специалистов.
При прокладке оптоволоконного полотна постоянно возникает необходимость сварки оптического кабеля в единую линию.
 Муфта для соединения оптоволокна.
Муфта для соединения оптоволокна.
Сегодня наиболее распространены следующие способы выполнения этой операции:
- с помощью механических соединителей;
- непосредственно на оптическом кроссе;
- сваривание оптических волокон при помощи специального оборудования.
Первый способ используется крайне редко, потому что гель в механических соединителях со временем высыхает, что ухудшает параметры стыков кабелей. Второй отличается быстротой и простотой выполнения, но самые лучшие соединения оптоволоконных кабелей создаются путем сварки.
Такая технология характеризуется наилучшими показателями по качеству, долговечности, надежности созданных соединений.
Для начала потребуется выполнить разделку оптического кабеля из 6-8 волокон, соединенных в модуле и покрытых изоляционным материалом. Изоляцию удаляют, а волокна очищают с помощью специальных средств на основе спирта.
После этого волокна укладывают в сварочный аппарат для последующего сваривания в автоматическом режиме
Важно при этом контролировать прочность швов, образующихся на местах соединения оптических волокон. Сваренные элементы потребуется поместить в кассету оптической муфты или кросса
Скалыватель и рефлектометр
Скалыватель – это механическое высокоточное устройство, обеспечивающее перпендикулярный срез оптоволокна. От качества скола зависит качество сварки.
При плохом сколе интеллектуальные сварочные аппараты просто не варя оптоволокнот. Среди скалывателей японские тоже лучшие.
Некоторые специалисты придают ему настолько большое значение, что при дефиците средств, предпочитают приобрести высококлассный японский скалыватель, а в придачу к нему покупают относительно дешевый китайский сварочный аппарат.
Сразу после скалывания оптоволокна необходимо его вставить в сварочный аппарат и начинать сварку, никаких промежуточных действий быть не должно, иначе это приводит к загрязнению и низкому качеству сварки.
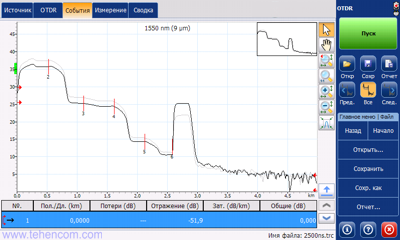
Третий прибор, без которого нельзя обойтись это рефлектометр, он измеряет качество линии, от его показаний зависит, нужна переделка сварки оптоволокна или нет.
Совокупность точных приборов для сварки в сочетании с опытностью оператора будет давать надежное соединение с оптимальными характеристиками для передачи сигнала.
Оптические кабели —одни из самых передовых видов кабелей, используемых в современной передаче данных. С помощью оптоволокна возможна передача высокоскоростного интернета и осуществление любого другого вида связи. Поэтому в последнее десятилетие возросла потребностью в профессиональных мастерах, которым под силу ВОЛС сварка (волоконно-оптических линий связи).
Что такое оптоволокно? Каков метод пайки оптического волокна? Мы постараемся ответить на все эти вопросы. В этом материале мы кратко расскажем, что такое оптоволокно и какова технология его сварки.Это краткий экскурс, который поможет вам понять основы.
Нюансы сварки оптоволокна
Если кабель многожильный, оболочка оптического волокна делается разных цветов, чтобы было удобнее сваривать отдельные проводники. После этого их укладывают в специальную муфту. В процессе скола проводника образуются частички стекла, их сразу собирают, потому что прозрачным волокном легко травмироваться.
При очистке изоляции соблюдают осторожность – сердечник провода очень хрупкий. При любом повреждении придется заново начинать процесс
Перед заправкой концов в сварочный аппарат, их тщательно обезжиривают, просушивают, в рабочей зоне не должно быть пыльно. Любое постороннее включение увеличивает потерю мощности передаваемого сигнала.